В мире современного машиностроения есть оборудование, о котором слышали далеко не все, но без него невозможно представить производство многих привычных нам вещей. Речь идет об автоматах продольного точения — высокоточных станках, создающих миниатюрные детали с микронной точностью. Если вам когда-либо требовалось изготовить партию крошечных винтов, контактов для электроники или медицинских имплантатов — вы имели дело с продукцией этих машин. В этой статье мы подробно разберем, что такое автоматы продольного точения, как они работают и где применяются.
Что такое автомат продольного точения?
Автомат продольного точения — это разновидность токарного станка, предназначенная для высокопроизводительного и высокоточного изготовления деталей малого размера из прутковой заготовки. В профессиональной среде это оборудование также часто называют станками «швейцарского типа» (Swiss type).
Ключевое отличие от обычных токарных станков заключается в кинематике: при обработке продольное движение получает не режущий инструмент, а сама заготовка — пруток надвигается на статично установленный резец. Это фундаментальное различие определяет все преимущества данной технологии.
История происхождения: швейцарские корни
Название «швейцарский тип» появилось не случайно. Первый станок подобной конструкции был разработан и произведен в 1880 году инженерами небольшого швейцарского города Мутье. Технология возникла благодаря бурному развитию часовой промышленности в регионе — часовщикам требовалось оборудование, способное быстро и с высочайшей точностью создавать крошечные детали для часовых механизмов. Со временем станки эволюционировали, но основная концепция осталась неизменной и сегодня успешно применяется в самых разных отраслях промышленности.
Как устроен и работает автомат продольного точения
Принцип действия
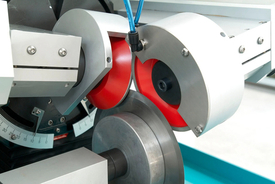
Представьте себе обычный токарный станок: заготовка зажата в патроне и вращается, а резец движется вдоль нее, снимая слой металла. В автомате продольного точения все наоборот: заготовка (пруток) подается через специальную направляющую втулку на вращающийся инструмент, который остается неподвижным. Это позволяет обрабатывать длинные и тонкие детали без риска их прогиба.
Современные автоматы продольного точения с ЧПУ, помимо основного шпинделя, оснащаются контршпинделем (вторым шпинделем, расположенным напротив) и несколькими позиционируемыми блоками приводного и режущего инструмента. Такая конструкция позволяет выполнять сложные операции, не снимая деталь с оборудования.
Основные конструктивные узлы
Типовой автомат продольного точения включает следующие компоненты:
-
Несущая рама — основа инструментальной системы главного шпинделя.
-
Подвижная бабка с основным шпинделем — перемещает заготовку по оси Z.
-
Люнетная цанга (направляющая втулка) — обеспечивает жесткость и точность, поддерживая пруток в зоне резания.
-
Блоки неподвижных суппортов с резцами — для токарной обработки.
-
Системы инструментальных блоков для установки приводного осевого и радиального инструмента (сверла, фрезы, метчики).
-
Контршпиндель — принимает деталь из основного шпинделя для обработки с противоположной стороны.
-
Система подачи СОЖ — насос высокого давления для эффективного охлаждения и удаления стружки.
-
Система ЧПУ — для автоматизированного управления всеми процессами.
Для организации полноценного автоматического цикла станки также комплектуются прутковым податчиком (барфидером) и конвейером для сбора готовых деталей и удаления стружки.
Классификация автоматов продольного точения
Оборудование этого типа можно разделить по нескольким ключевым признакам.
По количеству шпинделей
-
Одношпиндельные автоматы — оптимальны для сложной последовательной обработки одной детали с применением множества инструментов. Обеспечивают высокую точность и идеально подходят для мелкосерийного и среднесерийного производства.
-
Многошпиндельные автоматы (4-, 6-, 8-шпиндельные) — каждый шпиндель имеет собственную позицию с набором инструментов. Заготовка последовательно переходит от позиции к позиции, что позволяет выполнять разные операции параллельно. Это обеспечивает максимальную производительность при изготовлении больших партий деталей.
По типу заготовки
-
Прутковые автоматы — работают с мерными прутками, подаваемыми через направляющую втулку. Оснащаются пруткодержателем и системой автоматической подачи материала.
-
Патронные автоматы — предназначены для обработки штучных заготовок (отливок, поковок), закрепляемых в патроне. Часто комбинируются с загрузочными устройствами.
По способу обработки
-
Станки с неподвижной передней бабкой (Gang type) — построены по той же схеме, что и обычные токарные станки. Лучше всего подходят для обработки коротких деталей с достаточно большим диаметром, где отношение длины к диаметру составляет менее 3-4.
-
Станки с подвижной передней бабкой (шпинделем) — идеальный выбор для обработки тонких и длинных деталей, где соотношение длины к диаметру превышает 3-4. Именно эта конструкция является классическим «швейцарским типом».
-
Станки, оснащенные неподвижной бабкой, патроном и револьверной головкой — предназначены для чистовой обработки деталей, в том числе из прутка.
По уровню автоматизации
-
Станки с жесткой системой управления (цикловые) — программа задается кулачками, упорами и распределительными валами. Подходят для стабильного многолетнего производства одной детали.
-
Станки с ЧПУ (CNC) — имеют сервоприводы и компьютерное управление. Позволяют быстро переналаживать станок под новую деталь, хранить сотни программ, выполнять фрезерные, сверлильные и шлифовальные операции за счет оснащения приводным инструментом и осью C.
Возможности и выполняемые операции
Современные автоматы продольного точения с ЧПУ способны выполнять полный спектр технологических операций:
-
Точение наружных и внутренних поверхностей
-
Сверление и растачивание отверстий
-
Нарезание резьбы (метчиками или резцами)
-
Фрезерование пазов, шлицев, лысок и окон
-
Контурное фрезерование
Причем возможна независимая обработка двух деталей одновременно — в основном шпинделе и контршпинделе. На выходе получается готовая деталь, обработанная с обеих сторон, при минимальном участии оператора.
Ключевые преимущества
Высочайшая точность
Благодаря тому, что движение подачи осуществляет шпиндельная бабка, а суппорт с инструментом остается неподвижным, удается добиться необходимой жесткости обработки и высокой точности позиционирования инструментов на больших скоростях. Это позволяет изготавливать детали по 6-8 квалитету точности (допуски в пределах 0,01-0,03 мм).
Производительность и сокращение цикла
Автоматы продольного точения с ЧПУ обеспечивают ускоренные перемещения до 32 м/мин, а также функцию быстрой смены инструмента. Интеллектуальная система зажима заготовки сокращает вспомогательное время, что положительно влияет на себестоимость детали.
Минимальное участие оператора
Станки оснащаются автоподатчиком прутка (барфидером), уловителем и конвейером готовых деталей, а также системой стружкоудаления. Это позволяет организовать производство в безлюдном режиме, особенно в ночную смену.
Гибкость и быстрая переналадка
Современные системы ЧПУ позволяют быстро переходить с изготовления одних деталей на другие за счет сокращения времени на переналадку, а также хранить в памяти сотни программ для различных изделий.
Где применяются автоматы продольного точения?
Эти станки незаменимы в отраслях, где требуется массовое производство миниатюрных и сложных деталей с жесткими допусками.
Медицинская промышленность
Изготовление стоматологических имплантатов, спинальных конструкций, костных винтов, хирургических инструментов и компонентов для остеосинтеза.
Автомобилестроение
Производство деталей топливной аппаратуры, форсунок, миниатюрных компонентов систем впрыска и крепежа.
Радиоэлектроника и приборостроение
Изготовление контакторов, разъемов, штыревых контактов, миниатюрных корпусов для электронных компонентов.
Часовое и ювелирное производство
Производство осей, шестерен, винтов и других миниатюрных деталей часовых механизмов — именно здесь эта технология зародилась и остается востребованной по сей день.
Аэрокосмическая промышленность
Обработка миниатюрных компонентов для авиационной и космической техники, где требования к надежности и точности максимальны.
Как выбрать автомат продольного точения?
При выборе оборудования следует обращать внимание на:
-
Диаметр обрабатываемого прутка — станки доступны для диапазона от 1 до 42 мм.
-
Требуемую сложность обработки — количество осей и наличие приводного инструмента.
-
Объем производства — для крупных серий предпочтительны многошпиндельные автоматы.
-
Необходимость обработки с двух сторон — наличие контршпинделя.
-
Уровень автоматизации — комплектация барфидером, конвейером, уловителем деталей.
Заключение
Автоматы продольного точения — это высокотехнологичное оборудование, сочетающее в себе точность швейцарских часов и производительность промышленного станка. Они незаменимы в тех случаях, когда требуется массовое производство миниатюрных деталей с микронными допусками. Понимание их устройства, принципов работы и классификации помогает сделать правильный выбор и вывести производство на новый уровень эффективности.
Если вы ищете надежного поставщика автоматов продольного точения или хотите получить консультацию по подбору оборудования под ваши задачи — специалисты SVOGER готовы помочь. Мы подберем оптимальную модель, обеспечим доставку, пусконаладочные работы и сервисное обслуживание.