В современном машиностроении токарный станок с ЧПУ превращает цифровую модель в металлическую деталь с микронной точностью. Однако между чертежом и готовым изделием стоит важнейший этап — программирование. Для новичка этот процесс может казаться сложным, но понимание основ открывает путь к полному контролю над оборудованием и производственным процессом. Это руководство от экспертов SVOGER систематизирует фундаментальные принципы программирования токарных станков с ЧПУ, обеспечивая уверенный старт в профессии.
1. Основные понятия: от управляющей программы до исполнительных механизмов
Управляющая программа (УП) — это последовательность закодированных команд на языке, понятном системе ЧПУ. Она описывает траекторию движения инструмента, скорости, подачи и другие технологические параметры.
Система ЧПУ (числовое программное управление) — «мозг» станка. Она считывает программу, преобразует коды в электрические сигналы и управляет сервоприводами осей, шпинделем и другими механизмами. Наиболее распространенные в промышленности системы — Fanuc, Siemens Sinumerik, Heidenhain.
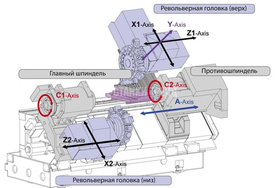
Координатная система — основа для задания движений. В токарном станке используется двухмерная система XZ:
-
Ось Z — параллельна оси шпинделя (продольное движение). За положительное направление обычно принимается движение от патрона к задней бабке.
-
Ось X — перпендикулярна оси шпинделя (поперечное движение). Положительное направление — от центра детали к периферии.
Рабочий ноль (нуль детали, WCS — Work Coordinate System) — это точка, от которой отсчитываются все координаты программы. Ее положение задается оператором при наладке станка. Обычно ноль устанавливается на торец обработанной заготовки или в ее центр.
2. Язык программирования: G-коды и M-коды
Программирование для ЧПУ основано на стандартизированных кодах (ISO 6983), главные из которых — G-коды (подготовительные функции) и M-коды (вспомогательные функции).
Таблица основных G-кодов для токарной обработки
| Код | Назначение и краткое описание |
|---|---|
| G00 | Быстрый подвод. Перемещение инструмента с максимальной скоростью к точке начала обработки. Не используется для резания. |
| G01 | Линейная интерполяция. Основная команда для прямолинейного резания с заданной скоростью подачи (F). |
| G02 / G03 | Круговая интерполяция. Рез по дуге: G02 — по часовой стрелке, G03 — против часовой. Задается радиусом или центром дуги. |
| G04 | Выдержка (пауза). Остановка на заданное время (в секундах или миллисекундах) для завершения процесса, например, снятия фаски. |
| G20 / G21 | Система измерений. G20 — дюймовая, G21 — метрическая. Должна быть указана в начале программы. |
| G28 | Возврат в домашнюю позицию. Возврат инструмента в нулевое положение станка для безопасной смены заготовки. |
| G40 / G41 / G42 | Компенсация радиуса инструмента. G40 — отмена, G41 — компенсация слева, G42 — справа от контура. Критически важно для точности. |
| G54 — G59 | Выбор рабочей системы координат. Позволяет хранить смещения для нескольких заготовок или палет. |
| G96 / G97 | Режим постоянной скорости резания (Vc). G96 S... включает режим, при котором ЧПУ автоматически регулирует обороты шпинделя для поддержания заданной скорости резания. G97 S... — возврат к постоянным оборотам (об/мин). |
| G98 / G99 | Задание подачи. G98 F... — подача в мм/мин, G99 F... — подача в мм/об (рекомендуется для точения). |
Ключевые M-коды (вспомогательные функции)
-
M00 — Программная остановка (для контроля или смены инструмента вручную).
-
M03 / M04 / M05 — Вращение шпинделя: M03 — прямое (по часовой), M04 — реверсивное, M05 — останов.
-
M08 / M09 — Включение/выключение подачи охлаждающей жидкости (СОЖ).
-
M30 — Конец программы, с возвратом к ее началу и сбросом параметров.
3. Структура управляющей программы: от заголовка до завершения
Типичная программа имеет четкую структуру. Рассмотрим ее на упрощенном примере точения вала диаметром 50 мм до Ø40 мм.
% (Символ начала программы) O1000 (Номер программы: O1000) N10 G21 G99 G40 (Блок безопасности: метры, мм/об, отмена комп.) N20 T0101 M06 (Вызов инструмента №1 с коррекцией №1) N30 G96 S200 M03 (Вкл. постоянную скорость резания 200 м/мин, пуск шпинделя) N40 G00 X55 Z2 M08 (Быстрый подвод к точке начала реза, вкл. СОЖ) N50 G01 X48 Z0 F0.2 (Подход к торцу заготовки) N60 Z-50 F0.15 (Черновое точение Ø48 на длине 50 мм) N70 X52 (Отвод для снятия фаски) N80 G00 Z2 (Быстрый отвод по Z) N90 X45 (Быстрый подвод по X для чистового прохода) N100 G01 Z-50 F0.1 (Чистовое точение Ø45) N110 X55 (Отвод от детали) N120 G00 X100 Z100 M09 (Быстрый отвод в безопасную зону, выкл. СОЖ) N130 M05 (Останов шпинделя) N140 M30 (Конец программы) % (Символ конца программы)
4. Ключевые принципы и «золотые правила» для новичка
-
Безопасность — абсолютный приоритет. Всегда выполняйте сухой прогон программы (без заготовки и на пониженных скоростях) для проверки траекторий. Убедитесь в правильности установки и зажима инструмента и заготовки.
-
Корректируйте геометрию и износ (Tool Offset). Любой режущий инструмент имеет радиус при вершине и размеры, отличные от идеальных. Система коррекции инструмента — ваш главный инструмент для достижения точности. В таблицу коррекций вносятся фактические размеры и износ каждого инструмента.
-
Используйте циклы. Для типовых операций (черновое точение, нарезка резьбы, сверление) современные ЧПУ поддерживают стандартные циклы (например, G71, G76 у Fanuc). Они позволяют описать сложную операцию несколькими строками, минимизируя ошибки.
-
Документируйте и комментируйте. Добавляйте комментарии в программу (в скобках) для описания операций. Это критически важно при возврате к программе через несколько месяцев или при передаче коллеге.
-
Начинайте с CAM-систем. Для сложных деталей с контурами, отличными от прямых и дуг, используйте CAD/CAM системы (Fusion 360, SolidCAM, КОМПАС-3D). Они автоматически генерируют управляющую программу по 3D-модели, что значительно эффективнее ручного кодирования.
5. Практический совет от SVOGER: как начать обучение?
-
Изучите документацию. Начните с руководства оператора и программиста конкретной модели станка и системы ЧПУ, с которой предстоит работать.
-
Используйте симуляторы. Программные симуляторы ЧПУ (например, CNC Simulator Pro) позволяют безопасно писать и тестировать код на компьютере, сразу видя результат.
-
Найдите наставника. Практический опыт под руководством опытного наладчика-программиста бесценен.
-
Инвестируйте в правильное оборудование для обучения. При выборе учебного станка обратите внимание на модели с распространенной системой ЧПУ (например, Fanuc 0i-TF), хорошей документацией и поддержкой. Эксперты SVOGER помогут подобрать оборудование, оптимальное как для обучения основам, так и для решения реальных производственных задач.
Заключение
Программирование токарного станка с ЧПУ — это навык, сочетающий логику, внимание к деталям и понимание технологии резания. Освоив основы G- и M-кодов, принципы работы с координатами и коррекцией инструмента, вы закладываете фундамент для профессионального роста. Этот путь от написания первой строки кода до самостоятельного создания эффективных программ для сложных деталей открывает новые возможности в современном цифровом производстве.
Для тех, кто делает первые шаги, команда SVOGER всегда готова выступить экспертом-консультантом — от подбора первого токарного станка с ЧПУ до рекомендаций по эффективным обучающим ресурсам и практике.
Звоните для консультации: +7 (495) 902-70-97
Пишите: info@svoger.ru