В современном машиностроении всё чаще встаёт вопрос: покупать отдельно токарный и фрезерный станки или инвестировать в один токарно-фрезерный центр? У каждого варианта есть свои сторонники, и выбор зависит от конкретных задач. В этой статье мы честно сравним эти два подхода по ключевым параметрам: производительности, точности, стоимости, гибкости и простоте обслуживания.
Что такое токарно-фрезерный станок?
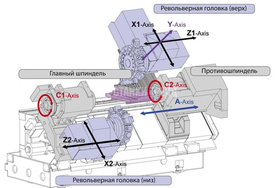
Для начала — коротко о главном. Токарно-фрезерный станок (токарно-фрезерный обрабатывающий центр) — это оборудование, которое объединяет возможности токарной и фрезерной обработки в одной установке. Он имеет:
-
Токарную функцию — вращение заготовки, обточка, растачивание, подрезка торцов.
-
Приводной инструмент — фрезы, свёрла, метчики, которые вращаются самостоятельно.
-
Ось C — точное позиционирование шпинделя по углу для фрезерных операций.
-
Часто — ось Y (смещение инструмента от центра) и противошпиндель (обработка с двух сторон).
Традиционные станки — это классические токарный и фрезерный станки, каждый из которых выполняет свой класс операций. Деталь обрабатывается последовательно: сначала на одном станке, затем переустанавливается на другой.
Сравнение по ключевым параметрам
1. Точность обработки
Токарно-фрезерный станок выигрывает. Главное преимущество — обработка за одну установку. Исключаются погрешности переустановки (биение, несоосность, смещение баз). Для деталей с жёсткими допусками (например, корпус с отверстиями, соосными с валом) это критично.
Традиционные станки проигрывают, так как при переустановке детали неизбежны микронные смещения. Даже при идеальной наладке соосность поверхностей, обработанных на разных станках, будет хуже.
Вывод: для прецизионных деталей — только токарно-фрезерный центр.
2. Производительность
Токарно-фрезерный станок снова впереди. Время на переустановку детали, переналадку инструмента и ожидание освобождения другого станка — всё это исключается. Многие операции (например, фрезерование шлицев сразу после обточки) выполняются параллельно или в одном цикле.
Традиционная схема проигрывает в скорости, особенно если деталей много. Однако при мелкосерийном производстве, где детали не повторяются, разница не так заметна.
Вывод: для серийного производства токарно-фрезерный центр окупается быстрее.
3. Гибкость и номенклатура деталей
Токарно-фрезерный станок универсальнее. На одном оборудовании можно делать и валы, и фланцы, и корпусные детали, и даже небольшие фрезерные работы (пазы, окна, карманы). Это особенно ценно в опытных цехах, где номенклатура постоянно меняется.
Традиционные станки при большом ассортименте требуют больше времени на переналадку и перемещение деталей. Но они выигрывают в узкоспециализированных задачах: например, длинные валы на токарном, а большие плиты — на фрезерном.
Вывод: для разнообразных заказов лучше токарно-фрезерный. Для потоковых однотипных деталей — традиционные станки тоже эффективны.
4. Стоимость оборудования и владения
Традиционные станки дешевле. Один токарно-фрезерный центр стоит дороже, чем сумма отдельного токарного и фрезерного станка начального уровня. Но дешёвые токарный и фрезерный не сравнятся по точности и возможностям.
Токарно-фрезерный станок окупается: экономией на оснастке, на времени наладки и на межоперационном контроле.
Если брать один сложный станок, расходы на подготовку специалистов (технологов-программистов), на соосность и эксплуатацию могут быть выше. Но со временем они распределяются на партию.
Вывод: по начальной цене выигрывают традиционные станки. По совокупной стоимости владения (TCO) при серийном выпуске сложных деталей — токарно-фрезерный.
5. Сложность программирования и наладки
Токарно-фрезерный станок сложнее. Программировать нужно не только в осях X и Z, но и управлять осью C, приводным инструментом, синхронизацией движений. Технологу требуются более высокая квалификация и знание CAM-систем.
Традиционные станки программируются проще. Обычное точение и фрезерование — классические G-коды. Для простых деталей программу можно написать прямо на пульте.
Вывод: для старта и простых деталей — традиционные. Для серьёзного производства — придётся освоить CAM.
6. Занимаемая площадь
Токарно-фрезерный станок экономит место. Один станок вместо двух — это от 3 до 6 квадратных метров экономии плюс свободный проход. Для небольших цехов и мастерских это весомый аргумент.
Традиционные станки требуют больше площади, но при этом можно разместить оборудование на разных участках (токарный в одной зоне, фрезерный — в другой).
Вывод: при дефиците места выигрывает токарно-фрезерный.
Сравнительная таблица
| Критерий | Токарно-фрезерный центр | Традиционные токарный + фрезерный |
|---|---|---|
| Точность | Выше (одна установка) | Ниже (погрешности переустановки) |
| Производительность (серия) | Высокая | Средняя |
| Гибкость | Очень высокая | Высокая (но с переналадкой) |
| Стоимость оборудования | Высокая | Ниже (суммарно) |
| Стоимость владения (TCO) | Ниже при сериях | Выше из-за простоев и оснастки |
| Сложность программирования | Высокая (требуется CAM) | Средняя (можно писать вручную) |
| Занимаемая площадь | Компактно (один станок) | Больше (два станка) |
| Квалификация персонала | Высокая | Средняя |
Когда какой вариант выбирать?
Выбирайте токарно-фрезерный центр, если:
-
Нужно обрабатывать деталь с нескольких сторон, с высокими требованиями к соосности и допусками.
-
У вас серийное производство (от 500 деталей в месяц).
-
Вы часто переходите с одних деталей на другие (мелкосерийное разнообразие).
-
Ограничена производственная площадь.
-
Вы хотите сократить ручной труд и межоперационный контроль.
Типичные детали: фланцы с отверстиями, валы с лысками и шлицами, корпуса, крестовины, штуцеры с торцевыми пазами.
Выбирайте традиционные токарный и фрезерный станки, если:
-
Номенклатура простая (валы отдельно, плиты отдельно).
-
Детали крупногабаритные (нет смысла ставить огромную заготовку в маленький центр).
-
Бюджет сильно ограничен.
-
Вы только начинаете и не уверены в объёмах.
-
У вас уже есть обученные токари и фрезеровщики без навыков программирования сложных центров.
Типичные детали: длинные валы (не требующие торцевых пазов), шайбы, кольца, плоские плиты.