Изготовление защитных кожухов, несущих каркасов и корпусов для оборудования — одна из самых востребованных задач в современном промышленном производстве. Качество и скорость их создания напрямую влияют на сроки сборки конечного продукта, будь то станок, электрошкаф или медицинский аппарат. Наиболее эффективной и универсальной технологией для этой задачи сегодня является комплексный подход, объединяющий три ключевых процесса: лазерную резку, гибку на листогибе и сварку. В этой статье мы разберем, как выстроить этот процесс, и на что обратить внимание при выборе оборудования.
Почему именно этот комплекс? Преимущества подхода
Комбинация «лазер + листогиб + сварка» стала отраслевым стандартом не случайно. Она обеспечивает:
-
Максимальную гибкость: Возможность быстро перейти с одного изделия на другое, изменяя только программу.
-
Высокую точность: Лазерная резка гарантирует точные заготовки, а современные листогибы — повторяемость углов, что критично для качественной сборки.
-
Чистоту кромок: Лазер оставляет минимальную зону термического влияния, не требует последующей зачистки, как плазма или газовая резка.
-
Экономию материала: Программное раскройное ПО (нестинг) оптимизирует раскладку деталей на листе, минимизируя отходы.
-
Высокую скорость: Процесс легко поддается автоматизации от ЧПУ-раскроя до роботизированной сварки.
Этап 1: Лазерная резка — создание точной развертки
Это фундаментальный этап, определяющий точность всех последующих операций. На современных лазерных станках с ЧПУ (оптоволоконных, мощностью от 1-2 кВт) производится раскрой листового металла (сталь, алюминий, нержавейка толщиной обычно от 0.5 до 12-15 мм).
Ключевые задачи на этом этапе:
-
Создание технологической развертки: В CAD-системе (например, SolidWorks, Kompas-3D) 3D-модель корпуса «разбирается» на плоские детали с учетом толщины материала и радиуса гибки.
-
Добавление технологических элементов:
-
Сварные соединения встык: Требуют высокой точности реза.
-
Сварные соединения внахлест: Нужно задать соответствующий припуск.
-
Замковые соединения (замки, «уши»): Позволяют собрать корпус на винтах без сварки.
-
Технологические отверстия: Для крепежа, вентиляции, кабельных вводов.
-
-
Выбор оборудования: Для корпусных работ оптимальны лазерные станки с «летающей» оптикой и рабочим полем от 1500х3000 мм, которые позволяют быстро обрабатывать крупноформатные листы.
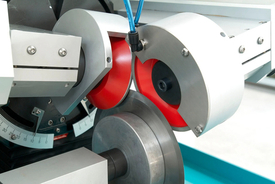
Этап 2: Гибка на листогибе — формирование объема
На этом этапе плоская заготовка превращается в пространственную деталь. Используются листогибочные прессы с ЧПУ, которые обеспечивают высочайшую точность углов и повторяемость.
Критические аспекты для качественной гибки корпусов:
-
Правильная последовательность гибов (технология гибки): Неверный порядок может привести к тому, что уже загнутая кромка помешает выполнить следующий изгиб. Современное ПО для гибки автоматически рассчитывает оптимальную последовательность.
-
Компенсация пружинения: При снятии усилия металл частично возвращается в исходное состояние. Пресс с ЧПУ автоматически «дожимает» угол на рассчитанную величину.
-
Чистота кромок и защита поверхности: Для предотвращения царапин на окрашенном или полированном металле (особенно нержавейке, алюминии) используются полиуретановые или специальные вставки на пуансонах и матрицах.
-
Выбор инструмента (пуансон/матрица): Определяет минимальную высоту борта (полки), внутренний радиус гиба и возможность гибки близко к уже сформированному борту.
Этап 3: Сварка — создание неразъемного соединения
Сварка фиксирует геометрию и обеспечивает прочность и герметичность конструкции. Для корпусов наиболее распространены два метода:
-
Полуавтоматическая сварка (MIG/MAG): Основной метод для конструкционных сталей. Позволяет быстро проваривать длинные швы. Для качества критически важны: правильный выбор газа (например, смесь Ar+CO₂), диаметра проволоки и сварочных режимов.
-
Аргонодуговая сварка (TIG): Стандарт для нержавеющей стали и алюминия. Дает чистый, точный, малодеформирующий шов. Требует высокой квалификации сварщика. Для алюминия необходим источник с функцией AC (переменного тока).
Как минимизировать деформации при сварке (ключевая проблема корпусов):
-
Технология сборки: Использование сборочно-сварочных кондукторов и приспособлений, жестко фиксирующих детали.
-
Верная последовательность наложения швов: Швы накладываются от центра к краям, короткими участками («вразброс») или каскадом, чтобы равномерно распределить тепловое напряжение.
-
Прессовая сварка (точечная, контактная): Альтернатива для тонкостенных корпусов (электроника), где недопустимы сквозные проплавления.
Дополнительные операции и автоматизация
-
Зачистка швов: Шлифовка для эстетики или подготовки под покраску (например, корпуса из нержавейки полируют).
-
Нанесение покрытий: Порошковая окраска, гальваническое покрытие (цинкование).
-
Внедрение роботов: Роботизированные сварочные комплексы — закономерный итог развития процесса. Робот, запрограммированный по 3D-модели, обеспечивает абсолютную стабильность шва и высочайшую скорость, особенно для крупносерийного производства одинаковых корпусов.
Альтернативы и выбор пути
-
Вместо лазера: Для очень толстого металла (свыше 20 мм) может использоваться плазменная резка, а для уникальных штучных изделий сложной формы — гидроабразивная резка.
-
Вместо гибки: Для мелкосерийного производства или очень сложных форм иногда применяется технология вальцовки или вырубки-гибки на прессе с использованием сложных штампов (оправдано только при огромных тиражах).
-
«Все-в-одном»: Для сверхсложных корпусов с фрезерованными элементами применяются гибридные установки: лазер + фрезерная обработка, где на одной платформе деталь и режется, и фрезеруется.
Заключение: как построить эффективный процесс
-
Проектирование: Начинайте с создания точной 3D-модели в CAD, сразу закладывая технологические особенности (припуски под сварку, радиусы гибки).
-
Выбор стратегии: Определите, какие соединения будут сварными, а какие — механическими (на заклепках, винтах).
-
Технологическая подготовка: С помощью CAM-систем создайте управляющие программы для лазера и листогиба, рассчитайте последовательность гибки.
-
Производство: Организуйте логистику между участками резки, гибки и сварки, используя сборочные кондукторы.
-
Контроль качества: Внедрите проверку геометрии после гибки (угломером, 3D-сканером) и качества сварных швов (визуально, УЗК).
Построенный по этим принципам процесс изготовления корпусов и кожухов обеспечит ваше производство надежными, точными и эстетичными изделиями в кратчайшие сроки, будь то единичный заказ или серийный выпуск.