Когда встает вопрос о приобретении ленточнопильного станка, многие покупатели теряются в многообразии моделей. Горизонтальные или вертикальные? Каждый продавец хвалит свое, а цена ошибки — годами неэффективной работы цеха.
В этой статье мы проведем четкую границу между двумя типами оборудования. Вы поймете, почему опытные технологи никогда не ставят вертикальный станок на резку труб, а горизонтальный — на фигурные вырезы. И главное — сможете выбрать именно тот станок, который окупится на вашем производстве максимально быстро.
1. Принципиальное различие: геометрия решает всё
Чтобы понять разницу между этими двумя типами станков, достаточно взглянуть на направление движения пильного полотна относительно заготовки.
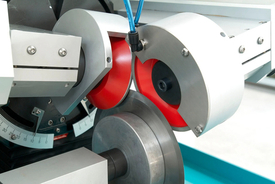
Горизонтальные станки — это классические "отрезные" машины . Пильная рама с полотном движется вертикально сверху вниз, перерезая неподвижно закрепленную заготовку. Представьте гильотину — здесь тот же принцип. Задача одна: отрезать кусок металла строго под прямым углом или заданным скосом.
Вертикальные станки работают иначе. Полотно движется вертикально, но заготовка подается на него рукой оператора или механизмом подачи . Это позволяет вести полотно не только по прямой, но и по сложной траектории. По сути, вертикальный станок — это стационарный аналог ручного электролобзика, но для металла.
2. Горизонтальные ленточнопильные станки: короли отрезки
Конструкция и принцип работы
Горизонтальный станок устроен достаточно просто: есть станина, на которой закреплены мощные тиски для фиксации заготовки. Сверху на шарнирах висит пильная рама с двумя шкивами и натянутым между ними полотном. Гидравлическая или пневматическая система обеспечивает плавное опускание рамы с контролируемым усилием подачи .
Сильные стороны
-
Идеально для резки сортового проката. Трубы, круги, квадраты, швеллеры, двутавры — горизонтальный станок справляется с любыми профилями. Заготовка жестко зажата, ничто не мешает пиле делать свое дело.
-
Резка под углом. Поворотные тиски позволяют точно отрезать заготовку под 45° или любым другим углом. Для сварщиков и заготовительных цехов это критически важная функция .
-
Высокая производительность при серийном раскрое. Горизонтальные станки часто оснащаются механизмами автоматической подачи материала и работают в полуавтоматическом режиме: оператор загрузил пакет заготовок, станок пилит, оператор принимает готовые детали .
-
Работа с пакетами. Многие горизонтальные модели позволяют зажимать в тиски не одну трубу, а целый пакет, кратно повышая производительность.
Слабые стороны
Главное ограничение — невозможность криволинейного реза. Горизонтальный станок создан только для прямых отрезов. Также на нем сложно (или невозможно) резать длинные листы — вылет пилы ограничен.
Типичные задачи для горизонтального станка
| Тип заготовки | Примеры задач |
|---|---|
| Трубы круглые и профильные | Резка заготовок под сварку, раскрой по длине |
| Круглый прокат | Заготовки для токарных работ, валы, оси |
| Квадрат, шестигранник | Заготовки под горячую штамповку, метизы |
| Швеллер, уголок, двутавр | Заготовительные операции в металлоконструкциях |
| Пакеты из листа | Резка полос из тонколистового металла |
3. Вертикальные ленточнопильные станки: универсалы для сложных задач
Конструкция и принцип работы
У вертикального станка пильная рама стоит неподвижно, а полотно движется вертикально вниз через рабочий стол . Заготовка перемещается по столу вручную или с помощью специальных приспособлений. Именно ручная подача дает ту самую свободу — вы можете вести заготовку по любой траектории.
Сильные стороны
-
Фигурная и контурная резка. Это главная "фишка" вертикальных станков. Вырезать сложную деталь по шаблону, сделать внутренний контур, выполнить радиусные резы — для этого созданы вертикальные пилы .
-
Работа с листовым материалом. Огромные листы металла, которые невозможно подать в горизонтальный станок, здесь легко раскраиваются на части.
-
Высокая точность и чистота реза. При правильном подборе полотна вертикальные станки обеспечивают точность до ±0,1-0,3 мм и минимальную зону термического влияния .
-
Возможность обработки крупногабаритных заготовок. Вылет пилы (расстояние от полотна до станины) может достигать 900 мм и более, что позволяет обрабатывать широкие плиты и штампы .
-
Универсальность. На вертикальном станке можно резать не только металл, но и пластик, композиты, дерево, резину — достаточно сменить полотно.
Слабые стороны
-
Сложность резки длинномерных заготовок (труб, профилей) — их трудно удержать и вести ровно.
-
Меньшая производительность при серийной отрезке — каждый раз нужно позиционировать заготовку вручную.
-
Требуется квалификация оператора — чтобы вести заготовку точно по линии, нужен навык.
Типичные задачи для вертикального станка
4. Сравнительная таблица: наглядный выбор
5. Как сделать правильный выбор: алгоритм для технолога
Чтобы не ошибиться с выбором, ответьте на три простых вопроса:
Вопрос 1. Что вы режете чаще всего?
-
80% времени — трубы, профили, кругляк, швеллер → ваш выбор горизонтальный станок. Он создан для этого и справится с задачей быстрее и качественнее.
-
Основная номенклатура — листы, плиты, детали сложной формы → вам нужен вертикальный станок.
Вопрос 2. Нужна ли вам фигурная резка?
-
Если в ваших деталях есть радиусы, вырезы, криволинейные контуры — горизонтальный станок не подойдет категорически. Только вертикальный .
-
Если все детали прямые, как стрела — горизонтальный будет оптимален по производительности.
Вопрос 3. Какой объем производства?
-
Серийный раскрой однотипных заготовок (например, нарезаете 1000 заготовок труб в смену) — берите горизонтальный полуавтомат с пакетной резкой.
-
Единичное и мелкосерийное производство с частой сменой номенклатуры — вертикальный станок даст гибкость.
Ситуация: когда нужны оба станка
На многих современных производствах (например, на заводе "Русполимет") парк оборудования включает и горизонтальные, и вертикальные станки . Это идеальный вариант: горизонтальный режет трубу для рам, вертикальный вырезает сложные детали из листа. Если бюджет позволяет — берите оба.
Если бюджет ограничен — выбирайте тот тип, который покрывает 80% ваших задач. Остальное можно отдавать на аутсорсинг.
6. Важный нюанс: полотна и оснастка
Выбор станка — это еще и выбор расходных материалов.
Для горизонтальных станков критически важна ширина полотна (чем шире, тем жестче и ровнее рез) и шаг зуба (TPI). Для толстостенных труб нужен шаг 2-3 зуба на дюйм, для тонкостенных — 10-14 .
Для вертикальных станков ключевое значение имеет ширина полотна — она определяет минимальный радиус поворота. Узкие полотна (3-6 мм) позволяют вырезать крутые радиусы, широкие (до 30 мм) дают идеально прямую линию при раскрое листа .
Материал полотна для обоих типов стандартный: биметалл M42 для универсальных задач, твердосплавные полотна — для нержавейки и жаропрочных сплавов .
Резюме: коротко о главном
Вывод: Горизонтальные и вертикальные ленточнопильные станки — не конкуренты, а специализированные инструменты для разных задач. Выбор "неправильного" типа приведет либо к невозможности выполнить работу (если вам нужен фигурный рез на горизонтальном станке), либо к чудовищно низкой производительности (если резать трубы на вертикальном).
Анализируйте свою номенклатуру, считайте объемы и выбирайте осознанно. Экономия на этапе выбора оборачивается годами неэффективной работы.