Современные токарные станки с ЧПУ давно перестали быть просто устройствами для точения валов и втулок. Они превратились в высокотехнологичные обрабатывающие центры, способные выполнять полный цикл обработки детали без переустановки. Одним из ключевых элементов, обеспечивающих такую универсальность, является противошпиндель. В этой статье мы подробно разберем, что такое противошпиндель, как он устроен, какие задачи решает и почему его наличие кардинально меняет возможности токарного оборудования.
Что такое противошпиндель?
Противошпиндель (или второй шпиндель) — это дополнительный шпиндельный узел, расположенный напротив основного шпинделя на подвижном суппорте или в задней бабке токарного станка с ЧПУ. В отличие от основного шпинделя, который жестко закреплен в передней бабке и вращает заготовку, противошпиндель может перемещаться по направляющим станка вдоль оси Z.
Главная задача противошпинделя — принять деталь из основного шпинделя и продолжить ее обработку с другой стороны. Это позволяет выполнить полную механическую обработку сложной детали за одну установку, исключив перезакрепление заготовки и связанные с ним погрешности.
Устройство и конструктивные особенности
Противошпиндель — это полноценный шпиндельный узел, который по своим характеристикам часто не уступает основному. В его состав входят:
-
Вал шпинделя с конусным отверстием (обычно по стандарту A2-4, A2-5 или A2-6) для установки патрона или цангового зажима.
-
Высокоточные подшипники (часто радиально-упорные с предварительным натягом) для обеспечения минимального биения и высокой жесткости.
-
Приводной механизм — в зависимости от модели станка может быть реализован через отдельный серводвигатель или через общую систему привода.
-
Система зажима — гидравлическая или пневматическая, управляемая от ЧПУ.
-
Привод осевого перемещения — серводвигатель и шарико-винтовая пара (ШВП) для точного позиционирования противошпинделя вдоль оси Z.
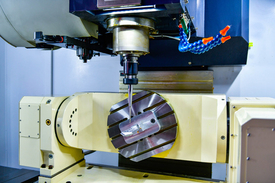
В современных токарных центрах противошпиндель может также оснащаться приводным инструментом и функцией позиционирования по оси C, что позволяет выполнять фрезерные и сверлильные операции на детали, закрепленной во втором шпинделе.
Принцип работы: как происходит передача детали
Процесс обработки детали с использованием противошпинделя выглядит следующим образом:
-
Заготовка закрепляется в патроне основного шпинделя. Выполняется первая часть обработки: наружное точение, растачивание, сверление, нарезание резьбы, фрезерование (при наличии приводного инструмента).
-
После завершения операций с одной стороны противошпиндель подходит к основному шпинделю. Заготовка одновременно зажимается в патроне противошпинделя.
-
Основной шпиндель разжимается, освобождая деталь. Противошпиндель забирает заготовку и отходит на заданное расстояние.
-
Выполняется обработка второй стороны детали: подрезка торца, сверление, нарезание резьбы, обработка фасок и других элементов.
-
Готовая деталь выпадает в приемный лоток или на конвейер.
Весь этот цикл выполняется автоматически, без участия оператора, по заранее записанной управляющей программе. Время передачи детали от шпинделя к шпинделю обычно составляет несколько секунд.
Основные функции противошпинделя
Полная обработка детали за одну установку
Главное преимущество противошпинделя — возможность обработать деталь с двух сторон без переустановки. Это исключает погрешности, связанные с повторным базированием, и сокращает время цикла.
Обработка длинномерных заготовок
Противошпиндель может использоваться как подвижная опора для поддержки длинных деталей, снижая прогиб и вибрации при обработке.
Автоматическая передача детали
Станок может самостоятельно передавать заготовку из основного шпинделя в противошпиндель, что позволяет организовать полностью автоматизированное производство без участия оператора.
Обработка со стороны заднего торца
Противошпиндель дает доступ к заднему торцу детали, который в обычных токарных станках остается закрытым задней бабкой. Это позволяет выполнять сверление, нарезание резьбы, фрезерование шлицев и другие операции с торца.
Безостановочная работа с прутком
В паре с прутковым податчиком (барфидером) противошпиндель позволяет организовать непрерывное производство: заготовка подается из прутка, обрабатывается с одной стороны, передается на противошпиндель, обрабатывается с другой стороны и падает в готовую тару. Станок может работать в таком режиме часами без остановки.
Преимущества станков с противошпинделем
-
Высокая точность — отсутствие переустановок исключает погрешности базирования, характерные для ручных операций. Точность взаимного расположения обработанных поверхностей (соосность, перпендикулярность) значительно выше.
-
Сокращение времени цикла — автоматическая передача детали занимает секунды, тогда как ручная переустановка требует минут. Для крупных серий это дает колоссальный выигрыш во времени.
-
Снижение трудозатрат — один оператор может обслуживать несколько станков, так как не требуется постоянного вмешательства для перезакрепления деталей.
-
Минимизация брака — исключается человеческий фактор при переустановке. Каждая деталь в партии обрабатывается в идентичных условиях.
-
Расширение технологических возможностей — станки с противошпинделем способны изготавливать детали, которые на обычном токарном оборудовании требуют двух или трех операций на разных станках.
-
Возможность автоматизации — станки с противошпинделем легко интегрируются в автоматические линии и роботизированные комплексы.
Где применяются станки с противошпинделем?
Оборудование с противошпинделем востребовано в отраслях, где требуется массовое или серийное производство сложных деталей с высокими требованиями к точности:
-
Автомобильная промышленность — изготовление шестерен, валов, ступиц, деталей топливной аппаратуры.
-
Аэрокосмическая отрасль — производство ответственных деталей из титановых и жаропрочных сплавов, требующих обработки с двух сторон.
-
Медицинская промышленность — изготовление имплантатов, костных винтов, хирургических инструментов.
-
Электроника и приборостроение — производство миниатюрных деталей высокой точности.
-
Общее машиностроение — изготовление деталей для насосов, компрессоров, редукторов.
Конфигурации станков с противошпинделем
В зависимости от модели и производителя, станки с противошпинделем могут иметь различные конфигурации:
-
Станки с основным шпинделем и противошпинделем без приводного инструмента — выполняют только токарные операции, но позволяют обрабатывать деталь с двух сторон.
-
Станки с основным шпинделем, противошпинделем и приводным инструментом — позволяют выполнять фрезерные и сверлильные операции на обеих сторонах детали.
-
Станки с осью Y — добавляют возможность фрезерования со смещением от центра, что расширяет геометрию обрабатываемых деталей.
-
Токарно-фрезерные центры с противошпинделем и двумя револьверными головками — максимальная конфигурация для обработки самых сложных деталей за минимальное время.
Отличие противошпинделя от задней бабки
Многие путают противошпиндель с задней бабкой, но это принципиально разные узлы:
| Параметр | Задняя бабка | Противошпиндель |
|---|---|---|
| Назначение | Поддержка длинных заготовок | Прием и обработка детали со второй стороны |
| Вращение | Не вращается (только поддержка) | Вращается и может иметь привод |
| Зажим заготовки | Центр или вращающийся центр | Патрон или цанга |
| Привод | Нет | Серводвигатель |
| Управление от ЧПУ | Ручное или гидравлическое позиционирование | Полное управление, синхронизация с основным шпинделем |
Заключение
Противошпиндель — это не просто дополнительная опция токарного станка, а ключевой элемент, превращающий его в полноценный обрабатывающий центр. Наличие второго шпинделя позволяет выполнять полную обработку сложных деталей за одну установку, исключая погрешности переустановки и кардинально повышая производительность.
Для предприятий, работающих в серийном производстве, где важны точность, скорость и стабильность, инвестиции в станки с противошпинделем — это стратегическое решение, окупающееся за счет сокращения времени цикла, снижения брака и уменьшения трудозатрат.